大规格园坯的二冷喷淋环布局设计
摘 要:连铸机二次冷却系统对提高连铸效率和稳定铸坯质量有着重要作用,在其它条件不变的条件下,二次冷却强度增加,拉速增大,能够提高连铸机生产效率(这就是高效连铸的前提条件之一);铸坯二冷水流密度分布直接左右着铸坯质量。关键词:大规格园坯,气、水雾化冷却技术,雾化颗粒度,韦伯准数,喷淋环隔热盒技术
前言:
各连铸厂家都很关注铸坯二次冷却技术的发展和应用,原因是二次冷却是否合理也对铸坯质量有着重要影响,与二次冷却有关的铸坯缺陷有:1.中心和皮下裂纹,在铸坯纵向二次冷却水的分布不均横,使各段铸坯之间温度呈周期性的回升,引起坯壳膨胀,当施加到凝固前沿的张应力超过钢的高温允许强度和临界应变时,铸坯表面和中心之间会出现中间裂纹,温度周期变化造成凝固的坯壳反复相变,产生皮下裂纹。
2.表面裂纹,二次冷却设计不当导致矫直温度低于900℃时,坯壳处于“脆性区”,加之AlN、Nb等质点在晶界的析出降低钢的延性,铸坯会在矫直力的作用下,在振痕波谷处出现表面横裂。
3.铸坯鼓肚,铸坯表面温度过高,在钢水静压力作用下,凝固的坯壳发生蠕变而产生鼓肚缺陷。
可见,二次冷却系统设计关乎铸坯产量和质量,受到生产厂的高度重视。大规格园坯的冷却方式选择:
铸坯二次冷却目前有水喷雾冷却和气水喷雾冷却两种方式:- 水喷雾冷却采用压力喷嘴,是利用冷却水本身的压力作为能量将水旋转,并通过喷孔的射流效应,使水雾化,雾化颗粒度为200至600μm直径。为了保证足够的水压力,需要大水量;为了克服喷嘴堵塞现象,喷嘴口直径应大于1.8mm,所以水喷雾冷却只适用于大比水量的小规格方、园坯的连铸机。
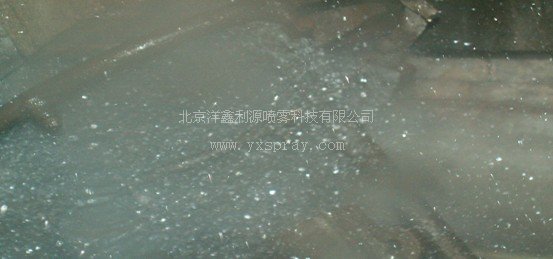
上图为水喷雾冷却效果图,图中亮点为大颗粒水滴。
- 气、水喷雾冷却是利用压缩空气和水从不同方向进入喷嘴里或喷嘴外汇合,利用压缩空气的能力将水撞击、旋转、混和、雾化,形成极小的水滴,水滴直径能够达到30至50μm。此方式可以增大水流量的调控范围,最小单个喷嘴水流量能够稳定到0.5 L/min。

