3.实现延铸坯纵向较小的温度梯度变化,也就是控制水流密度强度分布,实现对温降速度的控制。
- 据有关文献介绍铸坯每米温降应该小于200℃,但对于冶金长度35米的园坯连铸机,此温降完全可以控制在每米50℃以内,对于二冷区的二区以后可以控制在20℃以内。铸坯表面冷却速度过快,会使局部处于高张应力状态,使得已形成的裂纹变大,并会产生新裂纹。
- 控制好铸坯表面温度,避免铸坯坯壳发生鼓肚,一般限制在1100℃以下,应该指出的是,园坯其特有的结构具有比方、板坯好的多的抗鼓肚特性。
- 控制矫直温度:矫直温度大于900℃,避开铸坯的低延展性温度区间,避免出现铸坯矫直裂纹。矫直裂纹表现有不同形式,一是园坯内、外弧受拉、压,产生的内、外弧坯壳横裂是典型的矫直裂纹形式;二是因为拉矫辊挤压,使园坯侧弧坯壳弯曲产生的纵裂。
- 表面回温控制在100℃/m以内:铸坯表面的回温现象严重时,会使局部产生较大张应力而造成横裂等缺陷。尤其是在水冷和空冷的交变区域,此回温最严重,合理控制水冷末端铸坯温度,能够减少回温效应。
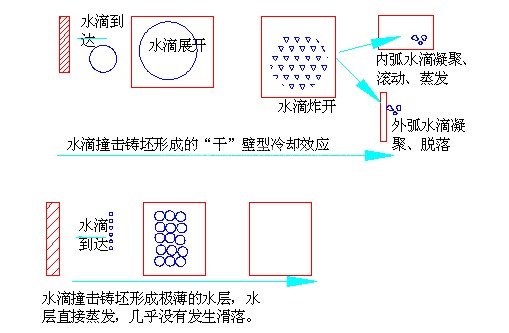
气、水雾化喷嘴的喷射均匀性:
在水流密度一定的条件下,单位面积内的水滴颗粒数越多,冷却水覆盖铸坯表面的均匀性越高。对于气水雾化喷嘴,水雾颗粒度直接影响着均匀性。如下图,设瞬间喷到铸坯上的水量一定,如果水颗粒度很大,就会形成“干”壁型冷却;如果颗粒度很小,水滴在铸坯上覆盖的很均匀,不待水滴炸裂、凝聚和脱离就已经完全蒸发了,实现均匀冷却,也就是控制韦伯准数小于30。如水滴颗粒度大与铸坯表面处于脆性区温度两条件同时存在,就会因“干”壁型效应造成冷却不均,产生铸坯表面龟裂,此龟裂发生在坯壳表面,且无方向性。